江蘇航空工業激光噴丸沖擊強化機、激光沖擊噴丸強化實驗室設備制造商,可以根據客戶需要定制生產激光噴丸設備,400W、600W—10KW功率激光頭可選配,可配置數控機床、數控機器人、示教機器人作為工件載體或者激光頭載體,產品可用于航空航天、船舶鐵路、風電設備,以及實驗室、研究所,歡迎有需要的客戶聯系了解。
基本原理:
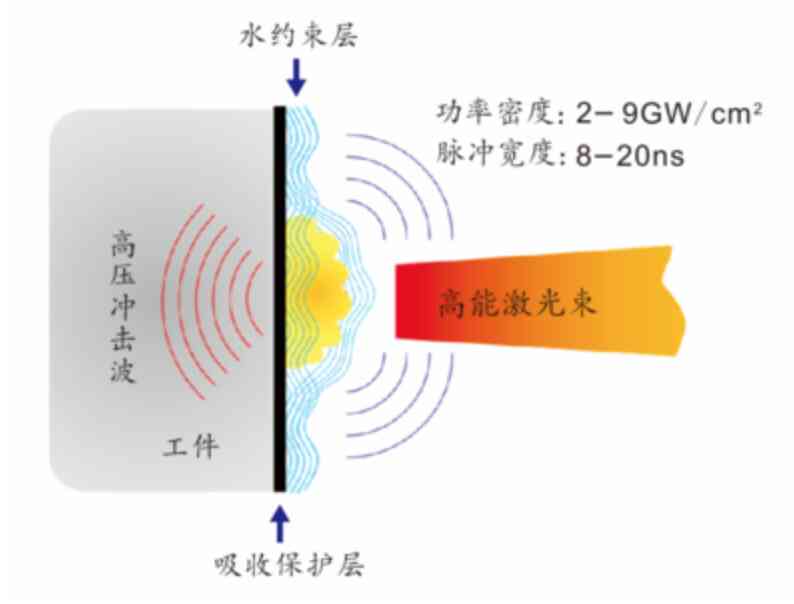
| 激光沖擊強化技術(laser shock peening,簡稱LSP)是采用短脈沖、高峰值功率密度的激光輻照金屬表面,使金屬表面涂覆的吸收保護層吸收激光能量并發生爆炸性氣化蒸發,產生高壓的等離子體沖擊波。利用沖擊波的力效應,使表層材料微觀組織發生變化,并在較深的厚度上殘留壓應力,從而提高金屬材料抗疲勞、抗外物損傷、抗微動磨損性能。 |

激光噴丸沖擊強化設備(GNG-200/15000型)
1.實驗室激光噴丸設備(GNG-200)
主要用于各大高校噴丸強化實驗室、金屬抗疲勞實驗室、去應力強化實驗室,以及航空、航天研究所單位,用于激光噴丸沖擊強化技術的驗證和探索。
設備參數(GNG-200):
- 脈沖能量: <200 mJ
- 波長: 532nm
- 脈寬: 10ns
- 脈沖頻率: >300Hz
- 加工精度: ±0.020mm
- 外觀尺寸: 2.4*2.4m*2.4m(L*W*H)
- 毛重: 1.8 Tons
- 加工相對濕度要求:<60%RH
- 激光預熱時間: <20mins
- 運營環境溫度: 15℃-25℃
- 適用于代替傳統噴丸工藝,并且處理方式更環保,處理結果更有效
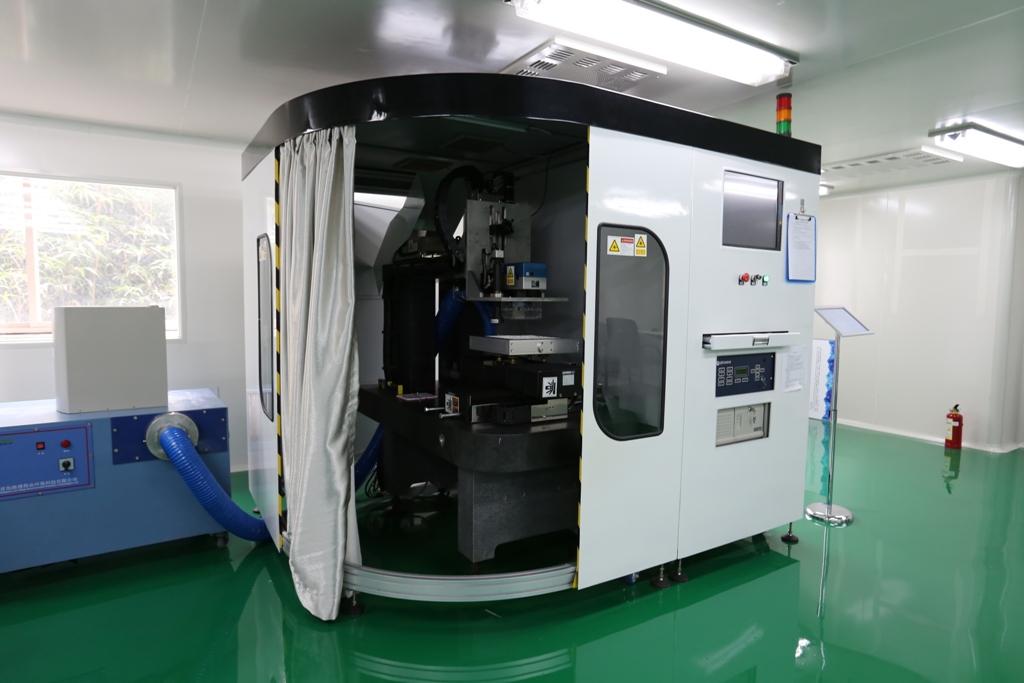
2.工廠激光噴丸強化加工設備(GNG-15000)
工廠環境下的高性能固定式設備,主要用于整體葉盤/葉片等關鍵部件加工,提高構件的高周疲勞壽命、抗FOD損傷能力、抗微動磨損能力;具備針對復雜金屬構件的表面強化加工能力。



設備參數(GNG-15000):
- 脈沖能量:5-15J
- 波長:1064nm 、532nm
- 脈寬:10-20ns
- 加工頻率:1-10Hz
- 加工定位精度:≤0.10mm
- 平均無故障時間:180天
- 加工效率(50%搭接、3mm光斑):2Hz >200mm2/min
4Hz >500mm2/min
10Hz >1100mm2/min
激光噴丸強化技術的應用前景
激光噴丸強化是一種表面處理工藝, 由激光引起沖 擊, 提高材料內部壓應力層的相對厚度, 這種壓縮層厚 度可達約 1. 0mm , 而普通噴丸厚度只有約 0. 25mm。 一般地說, 厚的殘余壓應力層對航空渦輪葉片這類零件 關鍵部位非常重要, 它能預防殘片的損傷在壓縮層下擴 展, 因此材料抵抗各種形式失效的能力大幅度提高。

工業用激光噴丸要求平均能量在幾百瓦到 1 千瓦 范圍內, 其沖擊能量在 100J /脈沖左右, 每個脈沖間隔 為幾十納秒LawrenceLivermoreNationalLaboratory(LLNL ) 發展的固態激光技術滿足這一要求。在這個系 統中, 釹玻璃和被稱為相共軛 (conjugation ) 的波前修正 技術使激光噴丸進入了高生產量的生產階段。
對Inconel718和Ti6Al4V鈦合金金屬表面進行激 光噴丸強化并與典型的傳統噴丸得到的效果進行對比, 可知激光產生的沖擊波能滲透到更深層的材料內部, 產 生更大的應力空間, 而且連續的沖擊可使應力更高, 但 不超過材料的極限。
對航空發動機風扇葉片進行研究發現, 連續激光沖 擊對預防新的及以前損壞的發動機風扇葉片疲勞及腐 蝕失效都非常有效。然而用于試驗葉片的這種激光技術 的脈沖速率限制在每秒產生的脈沖小于 1 次, 因此每秒 的噴丸面積大約為 1cm 2 , 這種速率對試驗室的驗證試驗是可以接受的, 但不適用于高成本的生產中。噴丸需 要的集中脈沖可以通過約束等離子體的方式實現。這些 等離子體可以在金屬表面通過高強度激光的方式產生, 其脈沖持續時在幾十納秒范圍內。 脈沖持續時間約為 30s時, 激光強度為100~300J/cm2。被金屬表面吸收并 經慣性約束于表面約束層, 如水層時, 能夠產生 104 到 105atm (1000~ 10000M Pa) 的沖擊壓力。金屬表面的黑 色涂層是一個很強的吸收體可產生等離子體。
一個適用于激光噴丸的系統發出的能量必須達到 2 5 ~ 1 0 0 J/脈 沖 , 同 時 其 輸 出 量 也 非 常 重 要 。 它 取 決 于 激 光產生的平均脈沖重復率。當前能實時輸出的, 其持續 時間也可接受的唯一技術是以釹混雜玻璃增益介質為 基礎的激光系統, 這種典型的激光系統包含一個振動器 以及由閃光燈進行光激勵的一個或多個棒狀放大器。然 而, 與此同時, 閃光燈的熱量也就會沉積到玻璃中。這 些熱量必須以與沉積速率相等的速率, 即激光脈沖速 率, 去除掉。因此玻璃必須冷卻, 一般采用流動水。因 為玻璃是同時被加熱和冷卻的, 因此熱梯度是從玻璃中 心向邊緣發展, 這種熱梯度會使玻璃受力, 導致玻前極 的變形及光束的嚴重退極。另外, 隨著激光重復率的提 高, 熱負荷也相應增加, 達到極限時, 載荷會使玻璃斷 裂。現已通過開發釹玻璃厚板激光系統解決了熱負荷問 題。LLNL 研制的高平均能量釹玻璃激光技術已經實 用。
我們始終堅守激光沖擊噴丸強化技術前沿,設計制造高性能激光噴丸強化設備,并提供激光噴丸強化加工服務,為航空航天、鐵路船舶等行業開發新的激光表面處理方案,歡迎了解咨詢。電話:18201898806。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.ceramic-substrates.cn/1600/
 微信聯系咨詢
微信聯系咨詢 