文主要介紹了噴丸強(qiáng)化機(jī)理,噴丸成型工藝的選擇以及噴丸強(qiáng)化效果檢測 的三個(gè)方面來詳細(xì)介紹了噴丸技術(shù)對于提高材料抗疲勞性能或抗應(yīng)力腐蝕的顯著效果, 對于噴丸過程改進(jìn)措施提供相應(yīng)的依據(jù)。
0引言
噴丸強(qiáng)化是一種傳統(tǒng)的材料表面強(qiáng)化手段,其工 藝相對比較簡單,但是效果明顯,被廣泛的應(yīng)用于航天 航空、核電、機(jī)車、汽車等各個(gè)領(lǐng)域。噴丸強(qiáng)化是一個(gè) 冷處理過程,其原理是利用高速彈丸撞擊材料,即無數(shù) 個(gè)彈丸撞擊金屬零件表面,在材料表面形成小壓痕或 凹坑,使材料表面發(fā)生塑性變形,從而在金屬表面產(chǎn)生 殘余應(yīng)力 ?J。表層下壓縮的晶粒由于要恢復(fù)到原來的 形狀,從而會(huì)產(chǎn)生一個(gè)均勻的殘余壓應(yīng)力層,使材料表 面得到強(qiáng)化經(jīng)過噴丸處理之后,材料表層的組織結(jié)構(gòu) 發(fā)生變化,晶粒細(xì)化,位錯(cuò)密度增大,晶格畸變增大,最 終形成很高的殘余壓應(yīng)力。材料表層殘余應(yīng)力的存在 將明顯地提高材料的抗疲勞性能和疲勞壽命,提高材 料表面的強(qiáng)度和硬度、以及抗應(yīng)力腐蝕及耐高溫氧化等性能。
1噴丸強(qiáng)化
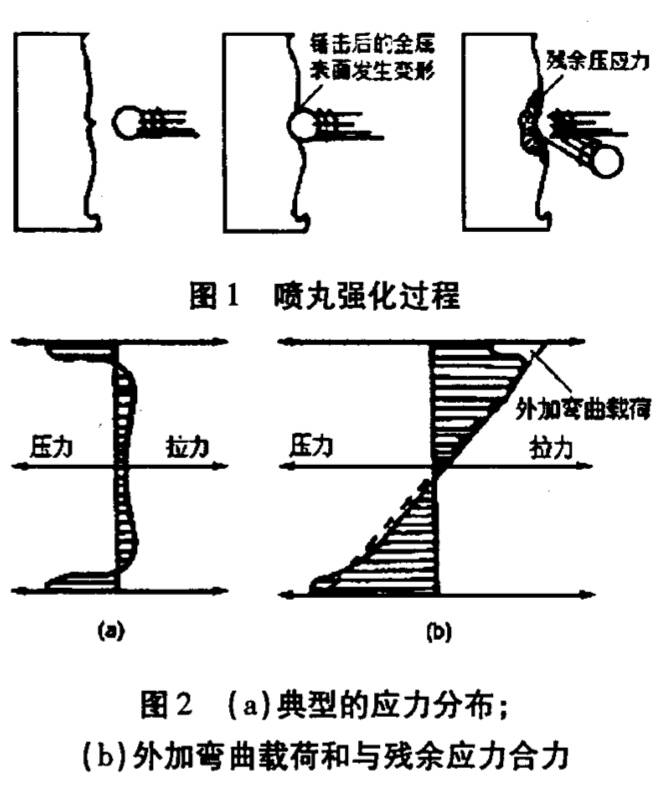
噴丸用的丸體,是用鑄鋼或鍛鋼、不銹鋼、陶瓷或 玻璃等制成的。在噴丸過程中,具有足夠能量的彈丸 錘擊工件表面,并在充裕的時(shí)間內(nèi),以冷加工的形式在 工件表面造成重疊的凹點(diǎn)。生成凹點(diǎn)的作業(yè)過程引起 壓應(yīng)力并拉伸表面結(jié)構(gòu)。這一變化過程被工件內(nèi)層未 受錘擊的部分所阻擋,所以,就在工件表面和近表層產(chǎn) 生殘余壓應(yīng)力見圖1。這種壓應(yīng)力會(huì)消除因修磨、熱處 理、焊接、電鍍或硬化涂層而造成的有害殘余拉應(yīng)力。
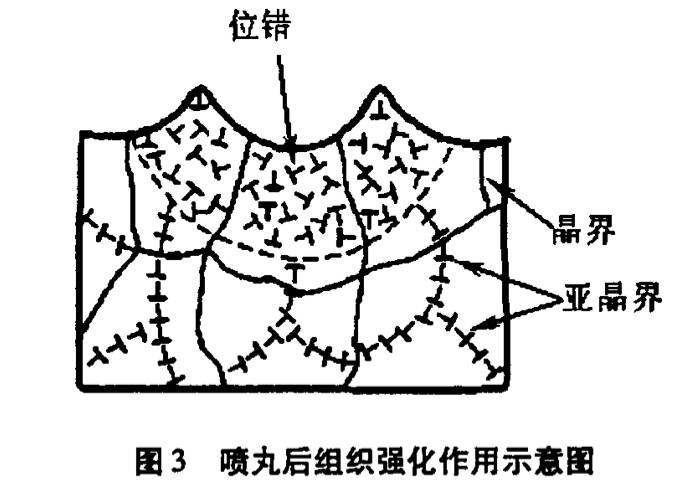
除此之外,當(dāng)進(jìn)行噴丸處理的工件受到來著外部 的載荷時(shí),如彎曲,表面殘余應(yīng)力就會(huì)減少工件表面或 接近工件表面的外加拉應(yīng)力的強(qiáng)度,而幾乎所有的疲勞和應(yīng)力腐蝕造成的斷裂都是在這些地方生成的見圖 2。因?yàn)闅堄鄳?yīng)力的高峰值總是出現(xiàn)在接近工件表面 的地方,所以,噴丸是消除外加拉應(yīng)力的最有效工藝手 段。這些外加應(yīng)力包括由于彎曲或扭曲造成的應(yīng)力, 或由于局部應(yīng)力源,如刻痕、圓角半徑、截面變化、焊接點(diǎn)或表面疵點(diǎn)而造成的應(yīng)力。

1.1噴丸殘余應(yīng)力場強(qiáng)化作用
當(dāng)有殘余應(yīng)力存在時(shí),疲勞裂紋的萌生位置則移 向次表面,產(chǎn)生疲勞裂紋所需的外加交變應(yīng)力提高,即 提高了疲勞強(qiáng)度。特別當(dāng)零件表面有缺口或微裂紋 時(shí),殘余壓應(yīng)力的作用更為顯著。噴丸材料表層中殘 余壓應(yīng)力提高疲勞性能原因有兩個(gè):
第一,抵御由外力或外力矩在零件表層產(chǎn)生的拉 應(yīng)力,使作用在材料上的最大交變應(yīng)力水平下降,從而 提高了裂紋開始擴(kuò)張的臨界應(yīng)力強(qiáng)度因子,當(dāng)殘余壓 應(yīng)力層的深度超過微裂紋的深度時(shí),平均應(yīng)力的下降也能降低疲勞裂紋的擴(kuò)展速度。 第二,殘余壓應(yīng)力能阻止位于最大剪應(yīng)力方向附近的晶體滑移,因而壓應(yīng)力區(qū)比拉應(yīng)力區(qū)總是需要更 大的外力才能使晶體開始滑移。
1.2噴丸組織強(qiáng)化作用
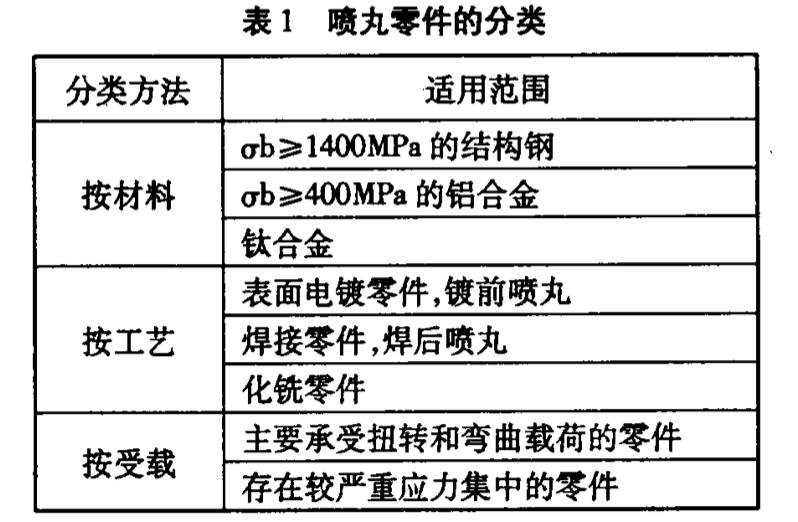
噴丸組織強(qiáng)化的作用在于,噴丸優(yōu)化了形變層內(nèi) 的組織結(jié)構(gòu),使晶塊(晶粒、亞晶和位錯(cuò)胞)細(xì)化、位錯(cuò) 密度和顯微畸變增高如圖3所示,在某些情況下也可 能發(fā)生相變強(qiáng)化等。這種組織結(jié)構(gòu)的變化一方面使形 變層內(nèi)的晶體不易發(fā)生滑移,另一方面又能把內(nèi)部金屬所發(fā)生的滑移阻止在形變強(qiáng)化層與內(nèi)部的界面上, 上述作用均會(huì)阻礙疲勞裂紋在材料表面上的萌生,從而延長了材料的疲勞壽命。
1.3表面形貌的作用
噴丸對零件表面造成的變化可能成為強(qiáng)化因素, 也可能是弱化因素,這取決于零件噴前得表面狀態(tài)和 噴丸工藝。當(dāng)受噴前表面粗糙度值較高,且噴丸強(qiáng)度 不大時(shí),噴丸后表面粗糙度值反而降低,此時(shí)噴丸對表 面形貌的改變即為強(qiáng)化因素;當(dāng)噴丸后表面粗糙度值 顯著提高或由于過噴引起表面微裂紋,將降低受噴零 部件的疲勞強(qiáng)度。
2 噴丸強(qiáng)化技術(shù)的應(yīng)用
噴丸技術(shù)的強(qiáng)化效果顯著,效率高,限制小,實(shí)施的難度較低,因此應(yīng)用越來越廣泛。噴丸強(qiáng)化機(jī)理和 大量實(shí)驗(yàn)結(jié)果表明,噴丸強(qiáng)化適用的材料和零件應(yīng)具 有表1中的特點(diǎn)。
3噴丸工藝的選擇
噴丸工藝參數(shù)包括彈丸速率一空氣壓力或拋丸轉(zhuǎn)輪的速度、彈丸流量、彈丸的撞擊的角度、噴嘴與標(biāo)靶 零件的距離(相隔距離)、彈丸尺寸(規(guī)格控制)、彈丸硬 度(規(guī)格控制)、噴嘴的設(shè)計(jì)、噴砂管的尺寸和狀況。但 是研究者從眾多的影響因素中歸結(jié)為噴丸介質(zhì)、噴丸 強(qiáng)度和覆蓋率的影響。
3.1噴丸介質(zhì)的選擇 噴丸介質(zhì)(彈丸)的選擇主要依據(jù)零件的力學(xué)性能、形狀、尺寸及服役條件,包括彈丸種類和尺寸選擇 兩方面。
丸強(qiáng)化用彈丸有金屬彈丸(如鑄鐵丸、鑄鋼丸、 切制鋼絲丸和不銹鋼丸等)和非金屬彈丸(陶瓷丸和玻 璃丸等)。金屬彈丸中鑄鋼丸韌性好,成本較低,因此 應(yīng)用較多。陶瓷彈丸是一種較新的噴丸介質(zhì),可用于 替代玻璃丸和部分替代鑄鋼丸。
彈丸種類的選擇一般應(yīng)遵循:
(1)黑色金屬可用各種彈丸,有色金屬及不銹鋼零件建議選用非金屬丸或不銹鋼丸。
(2)對噴后表面粗糙度要求不高的零件可選擇金屬丸,反之則應(yīng)選擇陶瓷丸或玻璃丸。
(3)受噴材料硬度較高,應(yīng)選擇高硬度的彈丸。
彈丸的尺寸選擇應(yīng)遵循以下原則:
(1)對于零件狹縫和溝槽等非開放式受噴部位,彈 丸的尺寸應(yīng)保證一定的通過性,如齒根R較小的的齒 輪,彈丸直徑應(yīng)小于R/2。
(2)對于噴丸前表面粗糙度值較大的零件,宜選擇 較大尺寸的彈丸,反之則宜選擇較小尺寸。
(3)對于噴丸后表面需要進(jìn)行機(jī)械加工的零件噴 丸,彈丸宜選擇較大尺寸。
3.2噴丸強(qiáng)度的選擇
噴丸強(qiáng)度是噴丸介質(zhì)沖擊能量的度量值,噴丸強(qiáng)度通常使用ALMEN試片進(jìn)行度量,零件噴丸強(qiáng)度的選 擇應(yīng)遵循以下原則:
(1)應(yīng)保證噴丸變形能夠滿足設(shè)計(jì)的要求。
(2)在保證不產(chǎn)生損傷的前提下,提供足夠的強(qiáng)化 效果。
(3)同樣的材料噴丸強(qiáng)化,噴前零件的表面粗糙度 值越高,則噴丸強(qiáng)度應(yīng)隨之適當(dāng)增大。
(4)對于噴丸前表面電鍍或噴后表面進(jìn)行機(jī)械加 工的零件噴丸,應(yīng)選擇較大的噴丸強(qiáng)度。
3.3噴丸覆蓋率
受噴零件表面上彈丸坑占據(jù)的面積與受噴表面總 面積之比,通常以百分?jǐn)?shù)表示,稱為表面覆蓋率。噴丸 覆蓋率的選擇應(yīng)根據(jù)受噴零件的實(shí)際狀態(tài)而定,一般 情況下對于室溫服役的零件,噴丸覆蓋率應(yīng)達(dá)到 100%;而對于高溫下服役的零件則應(yīng)根據(jù)零件的服役 狀態(tài)通過試驗(yàn)確定最佳噴丸覆蓋率。
4噴丸強(qiáng)化效果的表征
4.1噴丸殘余應(yīng)力的表征
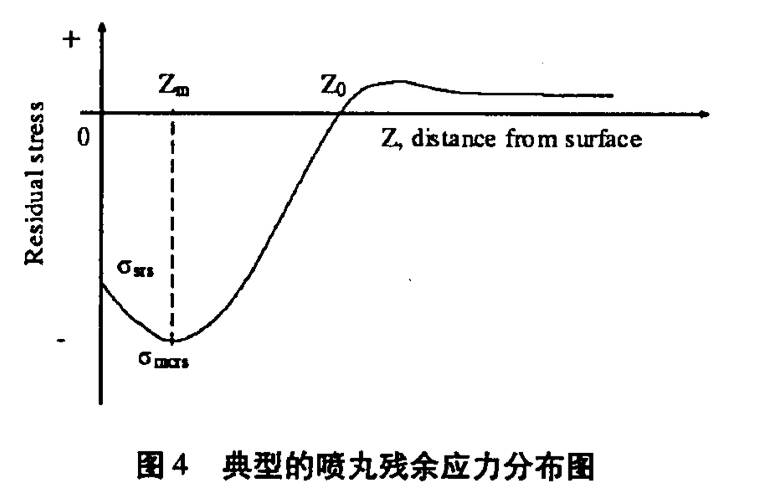
噴丸殘余應(yīng)力隨著距表面深度的增加逐漸增大, 到達(dá)最大值后逐漸降低,在壓應(yīng)力層以下區(qū)域變?yōu)檩^ 小的拉應(yīng)力。噴丸后材料的殘余應(yīng)力隨層深的分布曲 線如圖4所示,lysrs為表面殘余應(yīng)力、o-mtrs為最大殘 余壓應(yīng)力、Zm為最大殘余壓應(yīng)力層深、Zo為殘余應(yīng)力總體層深。 噴丸殘余應(yīng)力的分布與材料強(qiáng)度以及噴丸強(qiáng)度有關(guān),噴丸強(qiáng)度一定時(shí),材料的強(qiáng)度越高,殘余壓應(yīng)力層 深越小;材料一定時(shí),噴丸強(qiáng)度越高,殘余壓應(yīng)力層深越大,表面殘余應(yīng)力和最大殘余壓應(yīng)力也相應(yīng)提高。
噴丸殘余應(yīng)力的測量方法可以分為應(yīng)力松馳法、應(yīng)力敏感性測應(yīng)力法和x射線衍射法三類。
應(yīng)力松馳法屬于機(jī)械測定法,其測量原理是對材 料進(jìn)行局部分離或分割,除去一部分才材料,從而使殘 余應(yīng)力被局部釋放,使原有的殘余應(yīng)力松馳,從而產(chǎn)生 彈性變形,然后可根據(jù)彈性變形量得大小來計(jì)算殘余應(yīng)力的數(shù)值。
應(yīng)力敏感性測應(yīng)力法是利用金屬材料的某些對殘余應(yīng)力比較敏感的性能,如磁性、聲波的傳播速度和硬 度等,當(dāng)材料內(nèi)存在殘余應(yīng)力時(shí),這些性能會(huì)有明顯的 變化,測量這些性能的變化就可以推算出殘余應(yīng)力的 數(shù)值。
X射線衍射法屬于物理測試法,無需對材料進(jìn)行 分離或切割,可以直接通過測量材料的彈性求得殘余 應(yīng)力值。
4.2噴丸疲勞性能的表征
一般來說,材料的強(qiáng)度極限越高,外加應(yīng)力水平越低,試樣的壽命越高;反之,則疲勞壽命越低。表示這 種外加應(yīng)力水平和標(biāo)準(zhǔn)試樣疲勞壽命之間的關(guān)系曲線 稱為中值S—N曲線,幾種典型的S—N曲線如下圖所示,圖(5一a)為結(jié)構(gòu)鋼和鈦合金的典型形式,圖(5一b) 是有色金屬和腐蝕疲勞的典型形式。
S—N曲線較為完整的反應(yīng)不同載荷下的疲勞壽 命以及疲勞極限,但所需試樣較多,試樣量較大;而疲勞壽命對比的方法每組試樣最少只需3支,通過對比噴丸強(qiáng)化試樣的疲勞壽命增益即可表征噴丸強(qiáng)化效果的好壞。

使用疲勞性能檢測應(yīng)注意:
(1)疲勞試樣的噴前表面狀態(tài)應(yīng)盡量模擬噴前實(shí) 際零件表面。
(2)疲勞試驗(yàn)應(yīng)盡量模擬實(shí)際零件服役狀態(tài)下的 受載情況。
5結(jié)論
噴丸是一個(gè)看似簡單,但是卻受多種因素影響的特殊過程,通過對噴丸強(qiáng)化機(jī)理,噴丸成型工藝的選擇 以及噴丸強(qiáng)化效果檢測的三個(gè)方面來詳細(xì)介紹了噴丸 技術(shù)對于提高材料抗疲勞性能或抗應(yīng)力腐蝕的顯著效 果,進(jìn)一步對于噴丸的特殊過程控制應(yīng)該從那幾個(gè)方面人手提供了一定的借鑒意義。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.ceramic-substrates.cn/1749/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 擊這里給我發(fā)消息")